
什么是FDM 3D打印?
熔融沉积(Fused Deposition Modeling, FDM)又叫熔丝沉积,主要采用丝状热熔性材料作为原材料,通过加热融化,将液化后的原材料通过一个微细喷嘴的喷头挤喷出来。原材料被喷出后沉积在制作面板或者前一层已固化的材料上,温度低于熔点后开始固化,通过材料逐层堆积形成最终的成品。
技术原理
在我们描绘熔融挤压式3D打印机的工作原理之前,我们可以先设想这样一个场景:首先你拿着一根被加热过的牙膏,在牙膏盒里面都是液态的,但只要你把它一挤出来就会马上凝固;然后你把这根牙膏头朝下拿着,并往桌面上挤,边挤边水平移动,就像写毛笔字一样;等你完成桌面上一层的工作后,把牙膏再往上抬一点,接着往第二个平面上继续挤牙膏,这时挤出来的牙膏会和之前的牙膏粘在一起,先挤出的牙膏会固化形成后面挤出牙膏的支撑;最后你不断地重复以上过程,直到挤出了你想要的形状。这其实就是FDM的基本思想,也是市场上新出现的3D打印笔的工作原理。
根据这样的基本思想,工程师们将原材料预先加工成特定口径的圆形线材,然后将制作成线型的原材料通过送丝轴逐渐导入热流道,在热流道中对材料进行加热熔化处理。在热流道的下方是喷头,喷头底部带有微细的喷嘴(直径一般为0.2~0.6mm),通过后续丝材的挤压所形成的压力,将熔融状态下的液态材料挤喷出来。
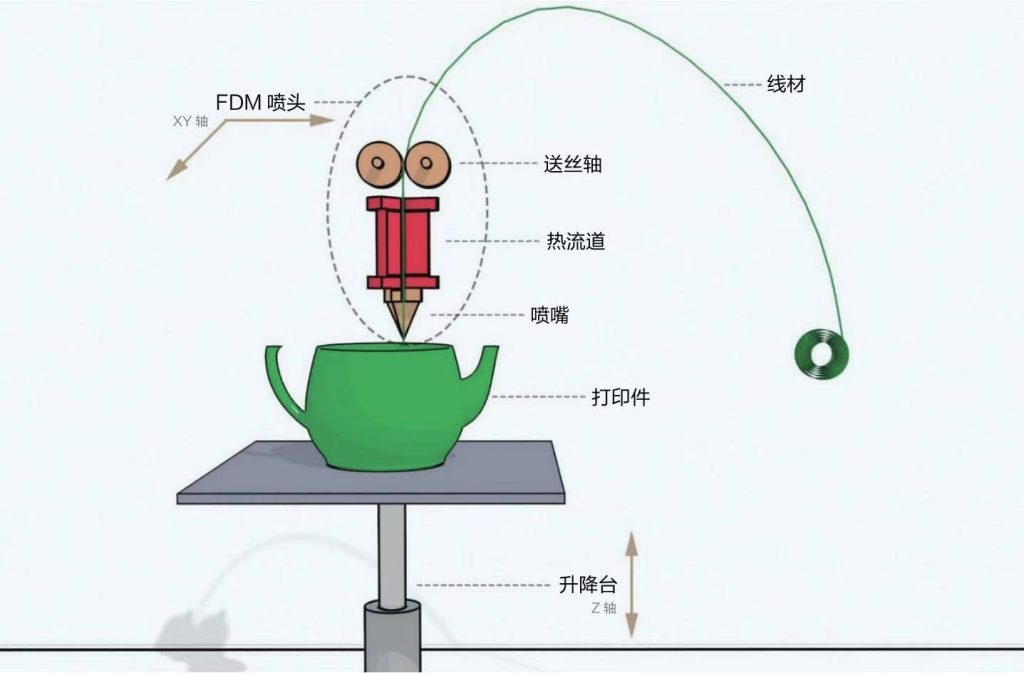
由于工艺的需要,在3D打印机工作前,一般都需要先设定各层的间距、路径的宽度等基本信息,然后由切片引擎对三维模型进行切片并生成打印路径。接着在上位软件和打印机的控制下,打印喷头根据水平分层数据作X轴和Y轴的平面运动,Z轴方向的垂直移动则由工作台来完成。同时,丝材由送丝部件送至喷头,经过加热、熔化,一般将加热温度设为原材料熔点之上几度,这样当材料从喷头挤出黏结到工作台面上时,便会快速冷却并凝固。这样打印出的材料迅速与前一个层面熔结在一起,当每一层截面完成后,工作台便下降一个层厚的高度,打印机接着再继续进行下一层的打印,一直重复这样的步骤,直至完成整个设计模型。
FDM工艺的关键是保持从喷嘴中喷出的、熔融状态下的原材料温度刚好在凝固点之上,通常控制在比凝固点高1℃左右。如果温度太高,会导致打印模型的精度太低,模型变形等问题;但如果温度太低或不稳定,则容易导致喷头被堵住,打印失败。
工艺流程
FDM的工艺流程如图2-2所示。
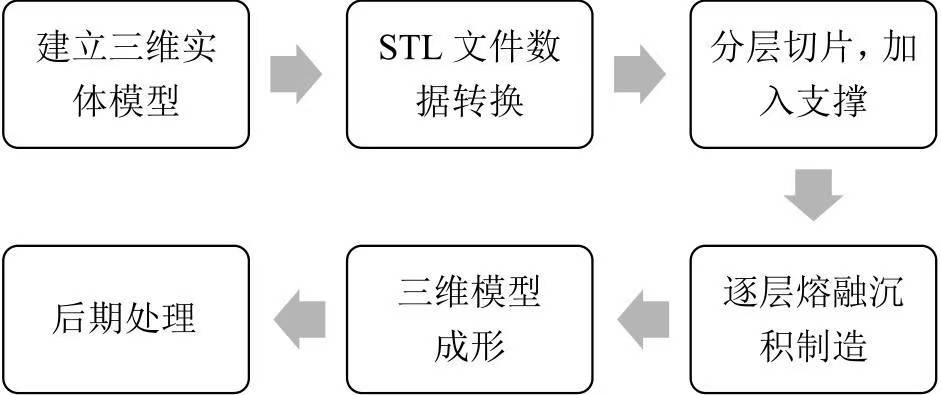
- 1. 制作待打印物品的3D模型
一般由设计人员根据产品的要求,通过计算机辅助设计软件绘制出需要的三维数字模型。在设计时常用到的设计软件主要有Pro/Engineering、Solidworks、MDT、AutoCAD、UG等。
- 2. 获得模型STL格式的数据
一般设计好的模型表面上会存在许多不规则的曲面,在进行打印之前必须对模型上这些曲面进行近似拟合处理。目前最通用的方法是转换为STL格式进行保存,STL格式是美国3D System公司针对3D打印设备设计的一种文件格式。通过使用一系列相连的小三角平面来拟合曲面,从而得到可以快速打印的三维近似模型文件。大部分常见的CAD设计软件都具备导出STL格式文件的功能,如Pro/Engineering、Solidworks、MDT、AutoCAD、UG等。
- 3. 使用切片软件进行切片分层处理,并自动添加支撑
由于3D打印都是对模型分解,然后逐层按照层截面进行制造,最后循环累加而成。所以,必须先要将STL格式的三维模型进行切片,转化为3D打印设备可处理的层片模型。目前市场上常见的各种3D打印设备都自带有切片处理软件,在完成基本的参数设置后,软件能够自动计算出模型的截面信息。
- 4. 进行打印制作
根据上一节所介绍的FDM打印原理,可以想象在一些大跨度结构时系统必须对产品添加支撑部件。否则,当上层截面相比下层截面急剧放大时,后打印的上层截面会有部分出现悬浮(或悬空)的情况,从而导致截面发生部分塌陷或变形,严重影响打印模型的成型精度。所以最终打印完成的模型一般包括支撑部分与实体部分两个方面,而切片软件会根据待打印模型的外形不同,自动计算决定是否需要为其添加支撑。
同时,支撑还有一个重要的目的是建立基础层。即在正式打印之前,先在工作平台上打印一个基础层,然后再在该基础层上进行模型打印,这样既可以使打印模型底层更加平整,还可以使制作完成后的模型更容易剥离。所以,进行FDM打印的关键一步是制作支撑,一个良好的基础层可以为整个打印过程提供一个精确的基准面,进而保证打印模型的精度和品质。
- 5. 支撑去除、表面打磨等后处理
对FDM制作的模型而言,其后处理工作主要是对模型的支撑进行剥离、外表面进行打磨等处理。首先需要去除实体模型的支撑部分,然后对实体模型的外表面进行打磨处理,以使最终模型的精度、表面粗糙度等达到要求。
但根据实际制作经验来看,FDM技术生产的模型在复杂和细微结构上的支撑很难在不影响模型的情况下完全去除,很容易出现损坏原型表面的情况,对模型表面的品质会有不小的影响。针对这样的问题,3D打印界巨头Stratasys公司在1999年开发了一种水溶性支撑材料,通过溶液对打印后的模型进行冲洗,将支撑材料进行溶解而不损伤实体模型,才得以有效地解决这个难题。而目前我国自行研发的FDM打印设备都还无法做到这一点,打印模型的后处理仍然是一个较为复杂的过程。
材料的使用
目前,最常用的熔丝线材主要包括ABS、PLA、人造橡胶、铸蜡和聚酯热塑性塑料等。一些采用FDM工艺的设备有时会需要使用两种材料:一种用于打印实体部分的成型材料;另一种用于沉积空腔或悬臂部分的支撑材料。
与其他3D打印技术相比,可供FDM打印的原材料选择范围较广,在进行模型实体材料选择时主要需考虑以下因素。
- 黏度:如果黏度越低则阻力越小,有助于成型且不容易堵喷头。
- 熔点:熔点温度越接近常温,则打印功耗越小,且有利于提高机器机械寿命,减少热应力从而提高打印精度。
- 黏结性:材料的黏结性将决定打印物品各层之间的连接强度。
- 收缩性:材料的收缩率越小,则打印出的物品精度越有保证。
而对于支撑材料,FDM工艺的要求主要有以下几个方面。
- 根据实体材料的不同,支撑材料要能够相应地承受一定的高温。
- 支撑材料与实体材料之间不会浸润,以便于后处理。
- 同实体材料一样,需要较好的流动性。
- 最好具有水溶性或酸溶性等特征。
- 较低的熔融温度为宜。
典型设备
供FDM打印的材料一般多为热塑性材料,如蜡、ABS、PC、尼龙等。标准打印材料一般为丝状线材,材料成本普遍较低,国产ABS或PLA每千克单价多在100元以内。并且与其他使用粉末和液态材料的打印设备相比,丝材更加干净,更易于更换、保存,打印过程也不会形成粉末或液体污染。
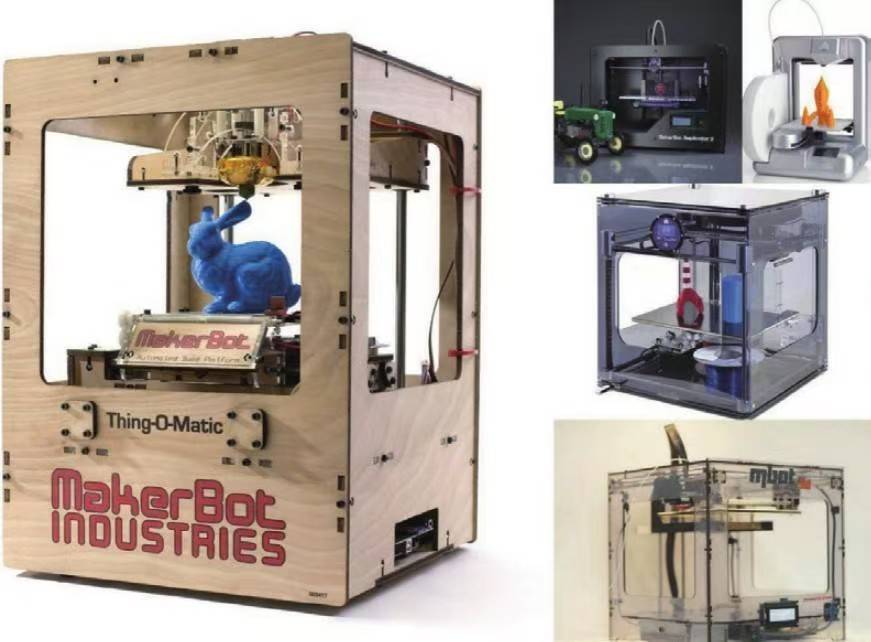
市场上熔融挤压式的3D打印机非常多,特别是面向普通消费者的桌面级打印机,几乎是FDM的天下。最为大家所熟知的像MakerBot公司的Thing-O-Matic、Replicator系列打印机、3D Systems公司的Cube打印机,都是采用FDM技术的入门级3D打印机。除了面向消费者的桌面机外,FDM在工程机领域也有众多的产品,例如Stratasys公司生产的Fortus系列3D打印机,该系列3D打印机都采用两个熔融挤压式喷头,一个喷头用于打印实体材料,另一个用于打印水溶性支撑材料,然后采用辊轮式送丝部件完成进料功能。
公差和产能
顶帆精密的 3D 打印服务涵盖四种主要技术:SLA、SLS、SLM 和 FDM。我们的 FDM 3D 打印公差和产能如下所示。
- 产品特性公差:±0.5%,下限为 ±0.5 毫米
- 尺寸:900 x 600 x 900 毫米
- 最小壁厚:0.1 毫米
- 最小特征尺寸:2.0 毫米
FDM 打印部件的表面处理
- 打磨:这是 FDM 打印部件表面处理的基本且重要的步骤。它使用不同粒度的砂纸去除可见的层纹,使表面更加光滑。
- 喷漆:首先,打磨表面使其更加光滑。然后涂底漆以增强油漆的附着力。之后,喷涂或刷涂色漆。喷漆可以完全遮盖层纹,使部件颜色美观,并使表面看起来光滑。它广泛用于展示模型、原型和最终产品。
- 抛光:使FDM零件表面光滑闪亮。经过基础打磨后,使用专用抛光剂或工具对表面进行抛光。此工艺可去除细小划痕,使零件呈现光泽。抛光适用于PLA和ABS等材料。
- 蒸汽抛光:一种特殊的化学表面处理方法,主要用于ABS零件。将打印好的零件置于装有溶剂蒸汽的密闭容器中。蒸汽会轻微熔化零件表面,使层纹融合,变得光滑。处理后,零件表面非常光滑闪亮,看不到层纹。