
螺纹铣削是一种用于在各种尺寸,特别是大孔径的孔中加工螺纹的工艺。它与攻丝有某些相似之处,但不同之处在于螺纹铣刀的直径明显小于被加工螺纹孔的直径。因此,刀具通过绕孔周运动的圆周路径来形成螺纹。本文讨论了什么是螺纹铣削、其工作原理、类型、优点以及缺点。
螺纹铣削概述
螺纹铣削是一种利用与工件保持有限接触面积的刀具在工件上切削螺纹的方法。对于孔内的内螺纹,螺纹铣刀的直径小于孔径。它在高速旋转的同时,沿着孔的圆周路径运动。这与攻丝不同,攻丝时丝锥的直径与螺纹孔相匹配,且在加工过程中,丝锥在整个圆周方向上都与工件接触。
螺纹铣削的主要功能是在工件上加工螺纹。它最常用于孔内的内螺纹,但也可以在零件上创建外螺纹。螺纹铣刀具有固定的螺距(每英寸牙数或导程),但它们可以加工左旋和右旋螺纹,并能适应各种螺纹侧面角。
螺纹铣削主要用于难加工材料的螺纹加工。对于较软或更易加工的材料,通常使用传统的攻丝工艺在孔中加工螺纹。螺纹铣削也首选用于大直径螺纹孔或加工盲孔底部的螺纹——在这些情况下,攻丝存在局限性或不切实际。它的灵活性还允许其在零件的外表面加工螺纹。
螺纹铣削的原理
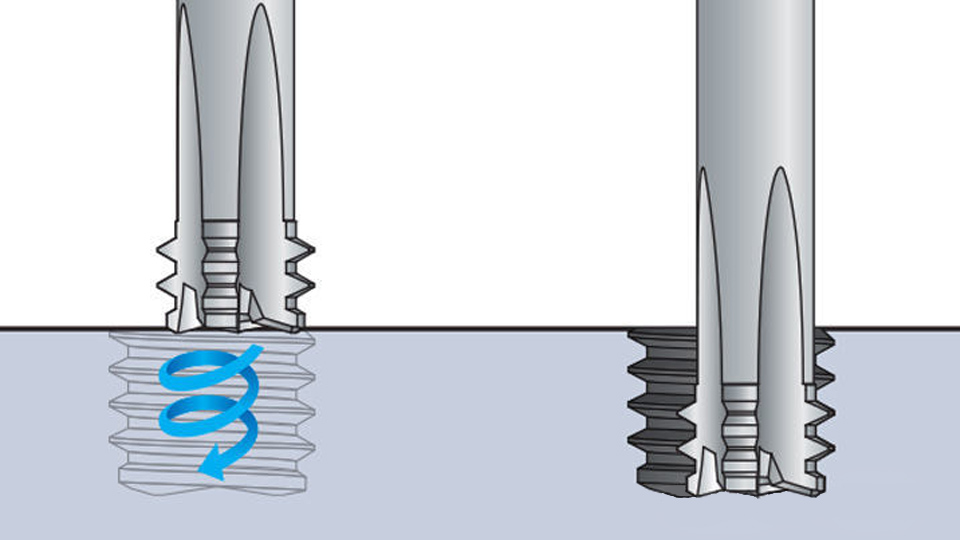
螺纹铣削的工作原理涉及使用移动速度相对较快的有齿铣刀。主轴夹持刀具,刀具在水平 XY 平面内遵循圆周路径,同时沿着垂直 Z 轴以恒定的低速推进。通过这种方式,在每次旋转过程中,铣刀的每个刀齿都会沿 Z 轴在孔中形成一个螺纹轮廓。螺纹通常可以在一次行程中完成,但有时也会通过多次(通常为两次)垂直行程来生产。
螺纹铣削与其他铣削的区别
目前已经开发出众多铣削技术,每种技术都使用特定的铣刀来去除材料并塑造工件。螺纹铣削使用一种有轮廓的切削刀具,这与其他铣刀不同。某些铣削操作可以通过转动手轮移动铣刀手动完成,但螺纹铣削需要 CNC(数控)铣床,因为刀具需要三轴协调运动。刀具以恒定速度旋转,沿 Z 轴(垂直)稳步推进,并同时在 XY(水平)平面内遵循圆周路径以形成螺纹。相比之下,其他铣削类型通常涉及刀具旋转,而工件主要在一个方向上移动,例如在面铣中。
螺纹铣刀的类型
正如零件中的孔差异巨大一样,螺纹铣刀也有适合特定应用的不同设计。以下是三种主要类型:

直槽螺纹铣刀
这些工具在切削齿之间具有直的排屑槽。排屑槽与刀具轴线平行(无螺旋角)。这意味着多个连续的刀齿会同时切入工件,导致相对较高的材料参与度。这限制了可实现的转速和进给量,因此直槽螺纹铣刀通常更适合易加工材料。它们通常是通用型应用的最合适选择。
螺旋槽螺纹铣刀
螺旋槽螺纹铣刀在刀具圆周上排布有多排刀齿以辅助排屑。然而,其排屑槽是螺旋状的,通常呈 15° 或 30° 角。这种螺旋布置通过交错刀齿与工件的接触来降低切削侧压力。它们最适合高速铣削。
单牙螺纹铣刀
单牙螺纹铣刀仅具有一个用于形成螺纹轮廓的切削齿,并配有多个排屑槽。某些版本甚至包括两排刀齿。这种类型每旋转一周仅切削一个螺纹,导致加工速度较慢。然而,切削单个螺纹的优点是它对刀具要求的扭矩显著降低,且产生的热量更少。因此,单牙螺纹铣刀最适合难加工材料,也是整体而言最通用的类型。
螺纹铣削的优点
螺纹铣削相比攻丝具有多项优势,包括:
- 单螺纹铣削工具可以加工内螺纹和外螺纹、左旋和右旋螺纹,以及不同直径的螺纹。
- 由于螺纹铣刀不沿整个圆周接触工件,材料的啮合程度明显较低。因此,驱动刀具所需的功率和扭矩更小。
- 由于啮合度降低,螺纹铣刀比同等丝锥的磨损要小得多。
- 螺纹铣削非常适合难加工材料。特别是单齿铣刀可用于这些材料,以最小化切削力,从而减少工件变形、刀具振动和断刀风险。
螺纹铣削的缺点
螺纹铣削并不适用于所有应用。其部分缺点包括:
- 在某些情况下,螺纹铣削比攻丝慢。如果一个孔可以可靠且轻松地用丝锥加工螺纹,那么螺纹铣削完成相同螺纹所需的时间会更长。
- 与攻丝相比,螺纹铣削需要更复杂的设备。CNC 机床对螺纹铣削至关重要,没有它就无法执行该过程。
如何选择螺纹铣刀
在零件生产过程中,有几个因素会影响螺纹铣刀的选择。首先是生产批量。对于大批量生产,效率是关键因素;对于小批量生产,速度不那么重要,即使在较低的进给和速度下也可以使用具有成本效益的螺纹铣刀。
其次,孔径可能决定使用可转位刀具还是整体硬质合金刀具更合适。可转位刀具使用可更换的硬质合金刀片,因此磨损时只需更换小的切削部分而不是整个刀具。对于较大直径,可转位刀具通常比整体硬质合金刀具更经济,后者磨损后必须整体更换。
第三个考虑因素是螺纹孔的深度。对于极深的孔,单牙螺纹铣刀可能耗时较长,因此应考虑多齿铣刀。最后,工件材料会影响刀具基体和涂层的最佳选择。
选择正确的螺纹铣刀
选择合适的螺纹铣刀至关重要,因为它直接影响生产每个零件的成本效益。选择错误的工具通常会从两个主要方面影响车间:要么是过度磨损导致频繁更换,要么是螺纹加工耗时超过最佳状态,从而降低生产率。不正确的螺纹铣刀还可能导致螺纹质量差,导致零件报废。
螺纹铣刀的选择会影响速度、质量和成本效益。时间就是金钱,更短的循环时间对于机削操作总是有益的。正确的螺纹铣刀能够在不提前缩短刀具寿命的情况下,实现具有较高进给和速度的最佳循环时间。延长的刀具寿命提高了整体成本效益。应根据螺纹孔和材料选择工具,以避免过度磨损,同时仍允许较高速度的螺纹加工。这也会影响质量,因为螺纹加工过程中的热量积累会导致螺纹变形,而振动和切屑碰撞会降低螺纹表面光洁度。
螺纹铣削流程
螺纹铣削的第一步是了解应用场景、待加工材料以及孔的几何形状(如深度、直径和所需的螺纹规格)。这为第二步提供了信息,从而选择最合适的螺纹铣刀。第三步是CNC 编程,这需要计算径向切削深度以及可接受的进给和速度。为了简化编程,建议使用专为螺纹铣削设计的 CAD/CAM 软件。编程后,最好设置一个测试件来验证刀轨、进给和速度,而无需冒险使用生产零件。一旦测试成功,即可开始全面生产。
螺纹铣削技巧
每一次螺纹铣削应用都能从设置最佳 CNC 刀轨的经验中获益。以下是一些实用的螺纹铣削技巧:
- 密切监测刀具磨损和螺纹质量,以进行适当调整。
- 尽可能使用可行的最慢切削速度。
- 确保充足的冷却液流量和压力,以保持切削表面的安全温度并辅助排屑。
- 牢固地夹紧工件,以最小化螺纹铣削过程中的振动风险。
- 如果观察到切削刃磨损,考虑调整刀具切入方式。从孔底开始顺铣或增加额外的径向行程可以帮助延长刀具寿命。